



| 丝锥样式 | 直槽 |
|---|---|
| 机用/手用 | 机用 |
| 适用对象 | 机用 |
| 规格 | 6-200 |
| 品牌 | 精驰 |
| 型号 | JC-TK |

什么是镜面滚压(镜面滚压工具的产品介绍)
镜面滚压工具Rolls the tool 也叫内孔/内径/内圆/滚压刀、滚压头、滚轧头、滚挤刀、滚光刀、挤光刀、压光刀、滚压铰刀、滚柱铰刀、滚针绞刀、滚压刀具、镜面工具等名称,因为地域与语言习惯关系,各地的叫法也有所不同,北方工厂内师父们习惯称为——滚压头,理解为一头往里钻;南方工厂内师父们习惯称为——滚压刀,理解其是机械加工刀具的一种。根据加工原理统称为滚压工具,都是利用机械挤压的原理,获得光洁如镜的金属表面的一种机械加工,这是在先进**普遍使用,也是目前国内**的镜面加工工具,是为各生产企业提高品质,提高效益,改进传统工艺的**选择!
什么是滚压加工?
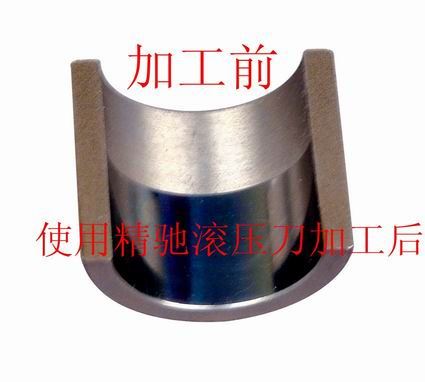
我们经常看到压路机铺设道路时,压路机将凹凸不平的马路压得很平整。滚压工具的加工原理也是如此,用滚柱滚压金属表面,将表面凸起部分碾平,而使凹陷部分隆起,加工成光滑如镜的效果。它是无切削的塑性加工方法。
滚压加工原理:
滚压加工是将高硬度且光滑的滚柱与金属表面滚压接触,使其表面层发生局部微量的塑性变形后得到改善表面粗糙度的塑性加工法的一种。
 产品的性能特点:
产品的性能特点:产品表面预留滚压量后,用镜面滚压工具一次精压**可以使产品表面粗糙度从Ra6.3μm左右降低到Ra0.05-0.2μm之间,唯有铸铁在Ra0.4-0.2μm之间。具有机械微调装置,调整每格0.0025mm,**大调整范围0.5mm,精度控制0.0025mm以内,适合批量生产,通孔盲孔都可以加工。加工面滚压后其耐磨性得到提高的同时疲劳强度也增加了30%,提高了密封性,也消除了早期磨损,使其具有切削加工中无法得到的优点。本工具工作效率极高(例¢100×300孔,1.5分钟内**可加工完,¢30×40孔,10秒钟内**可加工完成)本工具体积小,操作简便,可长期使用,维修费用低,工具刀体部位不会磨损,只是转动部位的滚柱和芯轴会磨损,严重后只要更换即可,滚柱寿命:钢件一般可加工8千—1.4万件,铝件可加工5万—8万件,批量生产成本非常低。使用广范,可以在普通的车床,钻床,镗床,铣床,CNC加工中心或者数控机床刀架上使用。在一定程度上取代并优于磨,珩磨,研磨,精铰,精镗,精车等传统工艺,省时,省力,省费用。工具规格:标准从6—500mm 特殊/非标/加长等规格可定做,交货快!安装使用方法:把滚压工具安装在机床尾座上,工件转动进行加工或者安装在钻床,铣床,镗床,加工中心等机床主轴上转动工具进行加工,滚柱、保持架加工时均同时旋转。加工前的尺寸、粗糙度、材质和加工后的要求均有很大关系,需要综合的考虑。如加工前凹凸部分的深浅,用多少加工余量通过滚压加工能完全增埋凹陷部分,达到光滑的表面,不同的材质、硬度、直径也各有差异,所以建议各种产品**初先进行2-3次试验性加工得出**参数。滚压加工余量能少则少,滚压加工是高要求的精加工,一般加工前的状态越好,加工后得到的效果也越好,同时滚压工具的磨耗也越少。 一般普通钢件预留滚压余量0.02-0.04mm,铜铝件预留滚压余量0.03-0.07mm转速与进给(供参考)
内径系列TK/MK型
加工直径(mm) 转速(min-1) 进给量(mm/rev)
6 -14.5 1500-1000 0.1-0.4
15-24 1000-500 0.2-0.6
25-44 800-400 0.3-1.0
45-74 600-300 0.5-1.5
75-99 300-150 0.6-1.8
100-139 200-80 1.2-3.0
140-200 150-50 1.2-3.0
按以上的技术数据进行加工,机床主轴要右转,加工完成后,退出工具滚柱会自动缩小不会损伤加工面

 如图1为通孔型,图2为盲孔型工具使用与直径调节方法:将微调装置向装夹柄方向一边推一边旋转,向右旋转则扩大,向左旋转则缩小。
如图1为通孔型,图2为盲孔型工具使用与直径调节方法:将微调装置向装夹柄方向一边推一边旋转,向右旋转则扩大,向左旋转则缩小。**小调节量为每一个刻度为0.0025mm。
 润滑与清洗:
润滑与清洗:滚压加工中,当滚柱滚压金属表面时会产生很细微的金属粉尘,金属粉尘不仅会影响加工面的质量,而且会加速滚压头的损耗,因此有必要大量注入干净的工作液清除粉尘。根据工件的不同性能,应该采用不同的清洁低粘度冷却润滑油,并要经常清洗滚压头,以提高工具的使用寿命和达到**的需求。推荐:(钢件采用机油和柴油,铝件采用机油和煤油,比例3比7,铝件也可以采用缝纫机油,铜件采用32#变压器冷却油)。
注意事项:
被加工工件表面硬度应低于HRC40度
使用滚压工具加工,该工件加工部必需有充分的壁厚(外径是孔径的20%以上),如果薄壁或部分薄壁,加工后会发生变形或降低圆度,碰到此问题可以用以下几个方法解决:1、减少滚压量;2、利用夹具支撑外周;3、在加工薄壁以前实施加工;滚压工具可加工的工件硬度**大上限值为 HRC30,如果碰到高硬度材料加工时由于工具承受压力大,工具寿命会缩短。加工盲孔,阶梯孔时底部0.5mm无法加工,滚柱可轻轻碰到孔底。
工具选择标准:
注明加工工件内径大小及公差根据孔的形状选择通孔型还是盲孔型根据孔的深度还来确定有效的加工长度根据机床来选择装夹柄,形式有直柄和莫氏锥柄,也可以按用户要求制造。如您对以上产品有技术问题欢迎咨询:
电话0756-86576300
QQ:24799216
|